
Licensee Of
Maelstrom High
Shear Mixers - U.K




Top-Notch Technology In Production Of Oils And Fats
Degumming / Neutralization | Bleaching | Deodorization | Dewaxing (Winterisation) | Dry Fractionation | Miscella RefiningThe CHEMPRO Upgrading Approach
When we come up with a plan to upgrade a plant, the first thing we try to do is preserve as much of original investment as possible. With no need to duplicate existing facilities, one can enjoy savings in capital outlay. One can count on the cost of upgrading being substantially less than the cost of procuring a completely new plant. In theory, most of the existing equipment will be expanded to higher capacity. But after careful study of the cost-benefit analysis we recommend upgrading for best overall results against the capital outlay. Ideally, state of the art equipment is incorporated to make the existing plant operate with efficiency similar to a totally new plant.CHEMPRO's customized approach to an upgrade gives the greatest benefits in the following areas :
- To increase existing plant production capacity when one needs to meet new commitments in sales increases.
- To achieve economy of scale in production or to meet a lower break-even Production cost.
CHEMPRO started with replacing of obsolete filter presses with Pressure Leaf Filters and in a short span of 3 years we installed more than 40 Pressure Leaf Filters from 10 sq. m. to 40 sq. m. filtration area which gave our customers benefits in terms of expanded capacity, utility savings and ease of operation. Buoyed with the success of our pressure leaf filter installations we found the need to offer continuous bleaching systems as an upgrade so that our clients could achieve still higher production capacities, consistent quality , ease of operation and an automated dosing of chemicals. In a span of 2 years we installed 20 such continuous bleaching systems which was again widely acclaimed by the industry as better than the contemporary systems offered by multinationals at exorbitant prices.
We then found the need to upgrade the deodorization process by changing the Batch deodorizer into continuous by installing SS trays, augmenting the heat exchange system by installing interchangers, revamping of existing vacuum systems and thus enabling our customers achieve quality in comparison to that offered by the multinationals.
Again our customers rewarded us with orders varying from 25 TPD to 200 TPD complete grassroot vegetable oil refining plants. In a short span of 2 years again we installed 8 plants upgrading each time to meet the ever changing technology needs of the industry. The need of the hour in industry is plant which can cater to variety of oils like palm oil, palm kernel oil, soybean oil, cottonseed oil, corn oil, rapeseed oil, sunflower oil, etc. We were required to upgrade a 100 TPD tray column to a 200 TPD physical refiner with the same steam consumption which we did by installing a Packed Column Prestripper and a cascade-tray Deaerator. This was another milestone we achieved heralding a new era in the refining technology.

THE NEUTRALIZATION PROCESS
Oil phase free of hydratable gums flows to a Centrifugal mixer after heating in a plate heat exchanger, where it is added with phosphoric acid from acid storage tank by a metering pump. The mixture is further taken to a Centrifugal mixer where it is added with caustic lye from lye solution service tank by a metering pump. The caustic solution circuit is completed with storage tank and recirculation pump. The mixture is then taken to a centrifuge where the non-hydratable gums and soap stock are separated and are pumped out of the system by a pump via a soap collecting tank.Washing:
Oil free of gums and having traces of soapstock is pumped by a pump through a plate heat exchanger where it is heated by steam. Then it is sent to the Centrifugal mixer to be mixed with water and further centrifuged in a centrifuge for water washing. The washed water is then further sent to the slop oil tank for collection and recovery of escaped neutral oil which is then taken back to the system by a pump.
THE BLEACHING PROCESS
The unique CHEMPRO "SOFTBLEACH" bleaching system gently removes residual phosphatides, metals, soaps and oxidation products in addition to colouring matters. The feedstock is heated up in the Crude/Neutral Oil Economiser or Crude/Neutral Oil Heater to degumming or bleaching temperature. When there is a need for acid pretreatment, phosphoric acid is mixed vigorously with the oil in a Acid Mixer to ensure efficient mixing. The resultant mixture is than held in a Retention Tank to allow for the precipitation of gums before going to the Bleacher through the cascade vacuum dryer.When acid pre-treatment is not required , the feed stock is fed directly to the Bleacher after heating through the cascade vacuum dryer. Bleaching Earth and Activated carbon is added to the oil through a dosing unit which is controlled by PLC. The Bleacher is proprietary designed with internal partitions and set of high efficiency turbine agitators to avoid short cycling and provide necessary retention time before filtration. The conjunction of vacuum dryer with a Bleacher is what is unique about "SOFTBLEACH" whereby oil going to the Bleacher is thoroughly dried and deaerated in the cascade vacuum dryer besides the fugitive particles from the Bleacher are countercurrently scrubbed by the downcoming oil and hence bleaching earth going to the hotwell is avoided. The bleached oil from the Pressure Leaf Filters is transferred to the Bleached oil tank for intermediate storage.
THE DEODORIZATION PROCESS
The CHEMPRO "COMPACK DEODORISER" is based on thin-film, counter-current distillation technology which drastically reduces steam consumption less than half of what one would use in a conventional tray deodorizer. The COMPACK DEODORISER handles the most demanding of processing needs for a variety of stocks, in the most efficient manner besides being gentle on the oil. This ensures an extremely high steam to-oil interfacial surface without buildups or stagnant zones. Fatty acid removal occurs instantaneously and hydrolysis is avoided. Lower temperatures and lower residence times result in lower trans-fatty acid formation.The COMPACK DEODORISER is available in variants like single column and split column design whereby the packed column and tray column are in series or in parallel respectively. The advantage in the latter being flexibility to use only the tray column bypassing the packed column if need arises. Besides the other option available is final heating and cooling under vacuum . The superior scrubbing equipment featuring structured packing and strategically placed demisters ensures minimal carry-over of the fatty acid to the hot well.
THE DEWAXING PROCESS
Definition & OverviewDewaxing: Separation of waxes, esters of long chain fatty acids and long chain primary alcohols present in mainly sunflower and maize oil.
Winterisation: Separation of saturated triacylglycerols from e.g. cottonseed oil and partly hydrogenated oils.
Some oils are dewaxed before packing so as to remove waxes, which are dissolved in the oil. Most of the oils do not need dewaxing as they contain little or no waxes. Only sunflower oil & Rice Bran oil contain appreciable quantities of wax to give a hazy appearance during winter season due to precipitation of dissolved waxes and hence require to be dewaxed. Dewaxing is carried out by chilling the oil up to 10-15°C followed by filtration of precipitated solids. The oil thus treated gives a sparkling appearance even in winter temperatures.
Winterisation is another name to the process of dewaxing. The name winterization appears as during winter when the temperature is low, waxes present in the oil crystallizes, they give hazy appearance to the oil.
Description
Dewaxing (also called winterization) of sunflower oil is essential when the oil is to be used as salad oil. The presence of wax makes the oil appear cloudy at room temperature. The oil normally becomes cloudy in 5–6h but with proper dewaxing the oil remains clear after 24h of storage at 0˚C.
The following steps are used to dewax sunflower oil:
- Crude oil is refined and bleached to low phosphorus (<1ppm) and low moisture content (<0.1%).
- The oil is heated to 55˚C to make sure the oil is fully liquid.
- The oil is cooled slowly to 7–8˚C.
- Cooled oil is held in a specially insulated tank with a special slow-speed mechanical agitator.
- Preferably, the oil is held for 12–24h at this temperature.
- The oil is mixed with diatomaceous earth/filter aid through an in-line mixing system and filtered through a pressure leaf filter pre-coated with diatomaceous earth/filter aid.
- The filtered oil is collected, checked for cold test and filterable impurities, and then deodorized.
- The deodorized oil is checked again for cold test along with the other analyses listed earlier.
Dry Fractionation
OverviewThe widespread use of the three oil modification processes - hydrogenation, interesterification and fractionation - extended the range of applications of the triglyceride oils. These processes principally serve the purpose of modifying the melting properties of oils and fats in order to improve their functional properties in specific applications, but the processes are also used to improve the stability of the oils and fats thus processed.
In edible oil processing, a fractionation process consists of a controlled cooling of the oil, thereby inducing a partial, or ‘fractional’, crystallization. The remaining liquid (olein) is then separated from the solid fraction (stearin) by means of filtration or centrifugation.
Natural oils and fats have different characteristics due to the fact that they are composed of a great number of different triglycerides. These contain fatty acids with carbon chins of different lengths and with different degrees of unsaturation.
Triglycerides with a high degree of unsaturation, indicated by a high iodine value, have a lower melting point than those containing more saturated fatty acids. If oil is cooled to a certain temperature, the high melting triglyceride (Stearin) will crystallize while the low melting ones will remain fluid. The stearin can then be separated from oil (Olein) by different methods and the fat/oil is thus divided into two fractions: Stearin with a high melting point and olein with a low cloud and melting points.
This technique is called fractional crystallization and used to obtain oils or fats more suitable for example, as cooking oils or for margarine/shortening production.
Three palm oil fractionation processes which are in use:
Dry Fractionation: through batch crystallization of oil without using additives by controlled cooling and subsequent continuous filtration.
Solvent Fractionation: through continuous crystallization of the oil in a solvent followed by separation of the liquid and solid fractions through a continuous drum filter. Solvent fractionation, involves the use of hexane or acetone to let the high-melting components crystallize in a very low-viscous organic solvent. This can be helpful with respect to the selectivity of the reaction, but mainly offers advantages in the field of phase separation: much purer solid fractions can be obtained, even with a vacuum filtration. Being a more expensive process, it is less common than dry fractionation and only comes into the picture when a very high added value of (at least one of) the resulting fractions makes up for the high cost.
Detergent Fractionation: through batch or continuous crystallization of the oil by controlled cooling and separation of the fractions either by gravity or centrifugation after adding a surfactant.
Alternative Routes to Fractionate Palm Oil
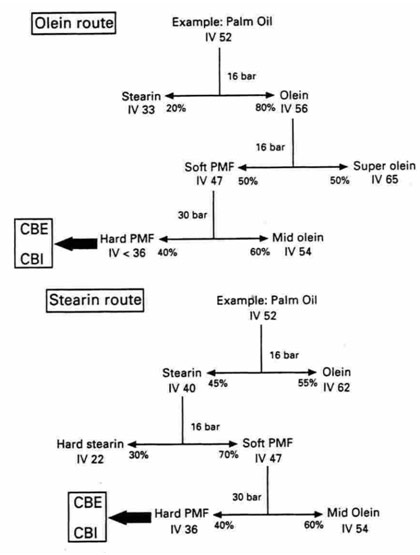 Key: CBE =cocoa butter equivalent, CBI = cocoa butter improver, PMF = palm mid- fraction
Key: CBE =cocoa butter equivalent, CBI = cocoa butter improver, PMF = palm mid- fraction
Description
Dry fractionation of oils and fats is the separation of high-melting triglycerides from low-melting triglycerides by crystallization from the melt. Apart from blending, it is the cheapest process in oils and fats processing. It is a pure physical process compared to other chemical modification processes such as hydrogenation and interesterification which modify triglycerides. Its most important applications are: palm olein used extensively as frying oil, palm super olein as salad oil and frying oil, the palm-mid fraction as component of cocoa butter equivalent, palm kernel stearin as cocoa butter substitute.
Dry fractionation, also known as crystallization from the melt, is fractional crystallization in its most simple form, and the economy of the technology allows it to be used for production of commodity fats. Dry fractionation has long been regarded as an unpredictable, tedious and labor-intensive process. However, the relatively cheap dry fractionation technique has evolved to the modification technology of the 21st century, as without additives, polluting effluents or post-refining involved, the sustainability and safety of the process is second to none.
It should be able to gently cool down a mass of oil and keep the resulting crystal suspension as homogeneous as possible. Note that such gentle cooling means in fact imposing very low supercooling conditions, and it will result in a formation of fewer and larger crystals, because the said conditions simply rule out the existence of a mass of tiny crystals. Fat crystallization is a fairly exothermic reaction (up to 180 kJ can be released for every kg of crystals formed), so the efficiency with which this energy can be removed is an important design feature. For most industrial crystallizers, this ranges between 120 and 200 W/m2.K.
Although the triglyceride separation theoretically is already established during crystallization, it is clear that the separation stage itself effectively determines the product yields as well as the stearin quality. As more residual olein can be expelled from the solids cake, the final stearin will be more concentrated in crystals and will turn out ‘purer’ and will display higher and steeper melting. The olein quality is determined entirely by the amount and selectivity of crystallization in the preceding stage. In some applications, the formed crystals are often not sufficiently stress-resistant and get squeezed through the filter medium. Obviously, such contamination of crystals in the olein phase affects the efficiency of the fractionation process negatively and results in a liquid phase with inferior cold stable properties. Overall, the ‘permitted’ degree of olein dilution in the stearin cake determines the choice for the applied separation technology.
 Figure: Pressure Leaf Filter
Figure: Pressure Leaf FilterThe development of membranes for use in pressure filtration had a widespread effect on fractionation technology, making both vacuum filtration in dry fractionation as well as LIPOFRAC fractionation almost instantly redundant. By using membrane filter presses, olein yields in palm oil fractionation could be raised to close on 80% when aiming for an increase in Iodine Value of 5 units, and two-stage fractionation, which could be used to produce olein of higher Iodine Values or stearin containing less entrained olein, became an attractive proposition.
When first introduced, pressure filtration using membranes was carried out at pressures of 6-8 bar, but in more recent years higher pressures have been used. The use of high squeeze pressure (30 bar) in the filter makes it possible to produce a palm mid-fraction that matches in its principal characteristics the mid-fraction obtained by solvent fractionation. Also by changing the sequence of the fractionation stages in a two- stage process, different qualities of the fractions may be obtained, thus enhancing the versatility of the process.
The first step of dry fractionation of palm oil yields olein fractions with a cloud point below 10°C. The olein fractions are used as a substitute for soft oils in frying, cooking and salad oils or are being further fractionated. Together with a further development of single-stage palm oil fractionation by technological improvements, there is an increased tendency to execute a double or triple fractionation of palm oil in order to produce fractions with specific characteristics such as high IV superoleins (IV>65) and hard palm-mid-fractions (hard PMF) (IV<36).
The latter fraction can serve as a feedstock for the production of typical cocoa butter equivalents (CBE), which are non-lauric fats similar in their physical and chemical properties to cocoa butter. They are often prepared by solvent fractionation, though the more contemporary developments within dry fractionation (better suited crystallizers, improved separation technologies) are closing the gap between the quality of solvent- and dry-fractionated hard PMF.
Economics of Fractionation
Dry fractionation has the advantage of basically only requiring crystallisers and filters, though filter costs have risen considerably as the separating performance of the filter has grown. Dry fractionation is also non-energy-intensive, which obviously is advantageous from the point of view of operating costs.
It must be remembered, however, that in the case of fractionation the value of the secondary fraction(s) can play a significant role in the economics of production., and it is in this respect that fractionation is at a disadvantage when compared to the other oil modification processes, i.e. hydrogenation and interesterification , as these processes produce no secondary products that require marketing.
Miscella Refining
What is Refining?The crude oil obtained either from expellers or solvent extraction plant contains impurities, which must be removed to make the oil edible, more palatable and stable against rancidity upon storage. The process of removing these impurities is called refining.
Impurities present in the Oil
- Gums: Gums are phospholipids. There are two types of gums present, hydratable and non-hydratable. Hydratable gums are removed during degumming steps.
- Hydrolysis Products Of Oils: Like Diglycerides and monoglycerides and free fatty acids. These are removed during neutralisation step.
- Proteineous Matter, Carbohydrates, Resins: These are removed during neutralisation step.
- Colouring Matter: Pigments such as chlorophyll (green colour) carotene (red colour), anthophyll (yellow colour) and gossypol (orange colour). These colour bodies which impart distinct colour to the oil are removed during neutralising and bleaching steps.
- Odour-causing Chemicals: They are generally present in small quantities but their presence imparts strong, sometimes objectionable odour to the oil. These substances are volatile in nature and removed by deodorisation step.
- Waxes: Some oils like sunflower contains appreciable amounts of waxes. Waxes are high melting esters of fatty alcohol with long chain fatty acids. These are removed by dewaxing step.
What is Miscella Refining?
Miscella is defined as a mixture of oil and solvent that results from the extraction of flakes or extruded cottonseed kernels. Thus the refining of the oil in a solvent (usually Hexane) in which it was extracted is known as “miscella refining”. Refining is done to remove pigments, free fatty acids and other mucilaginous materials.
Process Description
- The crude miscella feedstock from the extractor is first adjusted to the desired miscella concentration by evaporation in the first stage evaporator or economiser against the outgoing vapours from the deodorosed tank.
- The crude miscella is pumped through a heat exchanger to bring the miscella upto the desired processing temperature.
- The crude miscella proceeds through a flow measuring device enters the neutralization process.
- This process is completed by a four step process: Conditioning, Neutralization, Washing, and Drying.
- The fats are heated between 40º and 85ºC and treated with an aqueous solution of sodium hydroxide(Caustic Soda).
- Conditioning transforms non-hydrate phospholipids into their hydrate form by breaking down metal/phosphatide complexes with a strong acid(Phosphoric Acid).
- In neutralization the removal of free fatty acids and residual gums takes place.
- Washing is the removal of residual gums by hot water.
- Drying is the removal of moisture under a vacuum.
- The reacted mixture is then passed through a trim heat exchanger to ensure the proper temperature for the centrifugation in the Hermetic Self cleaning centrifuge. The light coloured, refined miscella is easily separted from the dark brown gelatinuous soapstock in the specially designed centrifuge with nitrogen blanketing. The oil is dissolved in hexane in miscella refining, which is why the separators which separate the soapstock from the neutralization process are blanketed with inert gas.
- The refined miscella then reenters the extraction plant stripping system for removal of remaining hexane.
- The soapstock, with its low hexane content, is usually pumped directly to the desolventiser-toaster for the recovery of hexane.
- The addition of soapstock to the meal in the deodorized tank helps prevent excessively dusty meal and gives it a more natural appearance and makes it easier to handle. The soapstock generally increases the weight and fat content of the meal by approximately 0.9% and adds to its nutrient and commercial value as an animal feed.
- The soapstock also tends to decrease the free gossypol content remaining in the solvent extracted meal.
Advantages of Miscella Refining
- Removal of colour bodies before the oil is heated to remove hexane. This gives a finished product with excellent colour properties.
- A lower refining loss due to less occluded neutral oil in the soapstock.
- Elimination of the water washing and vacuum drying step which is necessary in conventional refining to remove residual soap resulting in reduction in pollution problems.
- Reduction in energy requirements due to the physical properties of Miscella ie. Low specific gravity and lower viscosity.
- Higher yields due the fact that the miscella does not easily emulsify and the soap tends not to entrain oil.
- Removal of gums, colour bodies and other impurities in miscella refining helps prevent loss of efficiency in evaporators.
- The effluent is eliminated as the rerefining and washing step is eliminated.
- Increased flexibility of operation because refining, degumming, dewaxing and hydrogenation can be performed continuously in the miscella.
- Allow adding purchased crude oil or off specification refined oil to current plant production of miscella for refining or reprocessing.
- The miscella containing soapstock can be advantageously added to the meal for solvent recovery and to utilize nutrients in the soapstock.
